



Este tutorial abordará alterações específicas nas configurações de fatiamento para empilhar com êxito os quadros de blindagem. Os arquivos de modelo, arquivos de projeto fatiados e gcode para este projeto podem ser baixados no Thingiverse .
Modelando 3D um Design Empilhável



os quadros de proteção tivessem a cobertura superior necessária que muitos outros projetos não possuíam, além de poder empilhar vários quadros em uma única impressão.
Algumas coisas que considerei realizar essa tarefa foram:
- A espessura das bandas não deve ser muito grande para dificultar a separação dos quadros.
- O tamanho e a forma da cobertura superior devem permitir que os quadros sejam empilhados sem contato.
- O design também deve eliminar ou pelo menos minimizar a quantidade de material de suporte extra necessário durante a impressão. Por exemplo, os ganchos na parte traseira das bandas que servem para prender o elástico são projetados para que a parte superior de cada gancho fique em contato com a parte inferior do gancho do próximo quadro. Isso elimina completamente a necessidade de material de suporte ao empilhar.
modelo em si, juntamente com os outros arquivos, pode ser baixado no Thingiverse .
O arquivo do fusion 360 (.f3d) possui parâmetros que podem ser modificados para o stack_offset (a distância entre os quadros) e o levels_stacked (número de níveis de quadros empilhados). Esse arquivo pode ser exportado como um STL e usado no PrusaSlicer ou em qualquer outro programa slicer para gerar o código g da impressão.
Esse design empilhável requer configurações específicas de temperatura e velocidade para a adesão adequada da camada entre os quadros (como visto na foto na Etapa 2), mas eu forneci uma versão dos arquivos de modelo prontos para impressão no Thingiverse .
Corte do modelo 3D






O slicer de modelo que estou usando é o PrusaSlicer , projetado para a linha de impressoras 3D da Prusa, mas funciona bem com a maioria das impressoras 3D existentes no mercado. Eu tive que fazer alguns ajustes manuais nas configurações de impressão usando as configurações do modo "Expert" no PrusaSlicer para obter o resultado desejado:
- Para reduzir o tempo de impressão, aumentei a altura da camada para 0,28 mm e aumentei todas as configurações de velocidade, o que resultou em tempos de impressão de cerca de 1 hora por quadro.
- Eu também precisei desacelerar as primeiras camadas dos quadros empilhados (as camadas azuis) para permitir que as camadas "flutuantes" acima das lacunas tivessem tempo suficiente para aderir adequadamente sem criar problemas de encordoamento (como visto no lado a lado foto).
Confira os diagramas e fotos para obter mais informações sobre configurações de fatiamento.
Configurações da camada de temperatura



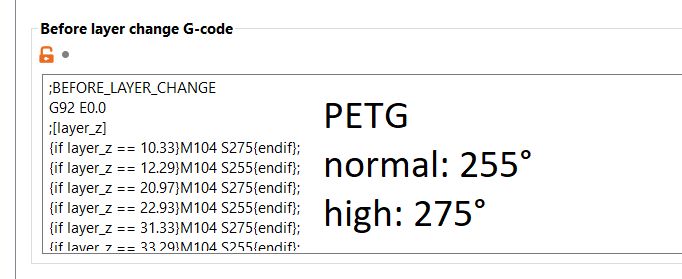
Ao aumentar significativamente a velocidade das impressões, a temperatura da extrusora também deve ser aumentada para garantir que o fluxo volumétrico ideal (a taxa de fluxo do filamento) seja alto o suficiente para compensar o aumento da velocidade. A temperatura da extrusora precisa ser ainda mais alta para permitir que as camadas "flutuantes" dos quadros empilhados adiram adequadamente sem amarrar.
Para alterar a temperatura durante a impressão de camadas específicas no PrusaSlicer, precisamos adicionar modificadores de código g às configurações. Você pode encontrar as camadas específicas após fatiar usando o controle deslizante no painel direito. Este é o formato básico dos modificadores de código g:
{if layer_z == 10.33} M104 S260 {endif};
{if layer_z == 12.29} M104 S240 {endif};
{if layer_z == 20.97} M104 S260 {endif};
{if layer_z == 22.93} M104 S240 {endif};
{if layer_z == 31.33} M104 S260 {endif};
{if layer_z == 33.29} M104 S240 {endif};
{if layer_z == 41.97} M104 S260 {endif};
{if layer_z == 43.93} M104 S240 {endif};
{if layer_z == 52.61} M104 S260 {endif};
{if layer_z == 54.57} M104 S240 {endif};
Postagem Original



Nenhum comentário:
Postar um comentário